
熱門關鍵詞:

有機廢氣造成空氣惡化主要罪魁禍首,有機廢氣要收集后集中處理,整個工藝涉及到收集和傳輸裝置。這些廢氣處理工藝會出現一些問題,如何進行合理控制就很重要。有機廢氣整個處理工藝是前端收集,中端輸送,末端去除的流程,這幾個環節都會有哪些問題呢?
1案例探討及解決辦法
本文所說的始端收集,指各式集氣罩,柜式工作臺,吸氣口等;所說的廢氣輸送,指風管系統及連接其上的風機、風閥。
案例一:并聯分機壓力不匹配,導致廢氣倒灌:
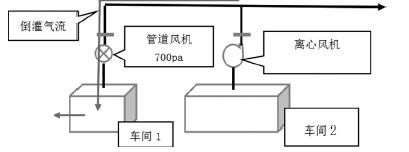
離心風機壓頭比管道風機壓頭大500pa,管道風機排不出風,大車間廢氣往小車間倒灌。關小離心風機出口的閥門,倒灌沒有了,但大車間排風量不夠。
改造辦法:將小車間管道風機換成離心風機,因風機規格所限,其壓頭略比另一個離心風機高,調小其出口的風閥,兩個風機出口壓力達到了平衡,各自在設計風量狀態下工作,兩個車間廢氣收集率大于95%。
案例二:支管內壁和風機葉輪沾灰嚴重,導致排氣量大減:
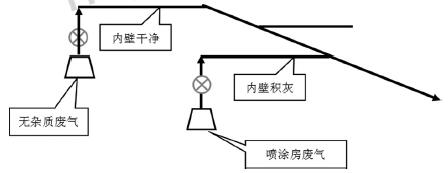
系統投運時,總風量和支管風量滿足要求。三個月后,噴涂房排氣量大減,廢氣向外溢出。
檢查發現:風機葉輪沾灰嚴重,風管內壁積灰嚴重。葉輪沾灰改變了葉輪表面形狀,風機出力下降;風管內壁嚴重積灰縮小了流通斷面積,減少了風量。
解決辦法:調整噴涂房水簾柜的流動水量至正常,提高攔截灰塵效率;定期清理風機葉輪和風管內壁,保證通風面積不明顯減少。
案例三:加長排氣筒影響了產品質量:
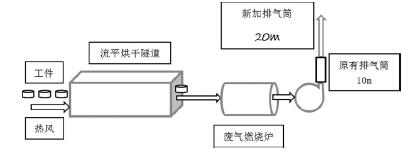
原有排氣筒10m高,不符合排放高度,須加高到20m。看似簡單的事情,卻出了問題。
原有排氣筒800*800,施工方加的排氣筒為800。排氣筒的斷面由0.64m2變為0.5m2,減少了22%。通風面積的減少與沿程風阻的增加,減少了引風機風量,使得流平烘干隧道的風速降低。結果,工件表面的光潔度明顯受到影響,出現了麻點。不得已,業主更換了壓頭更高的風機,工件質量恢復正常。
這件事說明,廢氣系統的風機能力還是有些富裕為好,使用期的系統調整是大概率的事;加長風管,須作校核計算。
案例四:小軟接影響大風量:
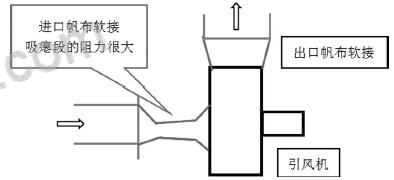
廢氣系統建成調試時,實測風量只有設計風量的50%,嚴重影響廢氣收集率。經核查,風管直徑不小,各支管閥門開度合適,風機額定風量和壓頭都夠用。最后發現,風機入口的帆布軟接管是罪魁。
解決辦法:在軟管內加裝內撐環,保留彈性,抵抗吸癟,風量立即達到設計風量。
還可以舉出更多的實際案例,說明有機廢氣輸送系統存在的諸多問題。這些問題有的是設計錯誤,有的是施工錯誤,有的是維護不夠。要將星羅棋布般遍布各地的廢氣治理工程做好,嚴格的調試和工程驗收是必須的,上述4個環節出現了問題,幾乎都可以在調試和工程驗收中發現解決。
有機廢氣處理好對整個大氣保護至關重要。安峰環保廢氣處理工程案例有西卡中國汽車廢氣項目、張家港易高廢氣項目等,均通過廢氣項目驗收。有機廢氣處理要從源頭著手,強化源頭控制,這樣可以在后端減少廢氣處理費用成本。

![]()
![]()








